Quality Improvement in Manufacturing – Digital Processes, Measurable Results
Use case FORVIA HELLA: Data analysis with Orchestra uncovers quality deviations, reduces scrap and rework, and boosts efficiency.

Quality assurance & quality improvement as a central challenge in production?
Quality assurance and quality improvement in production are key elements in ensuring the success and sustainability of a company. Continuous improvements and monitoring of production processes not only increase customer satisfaction by providing high-quality products, but also ensure the efficient use of resources. A focus on quality minimises error costs, reduces scrap and rework and can therefore lead to higher profitability and reputation. In a highly competitive market environment, quality control and quality assurance are essential to optimise production, differentiate from competitors and increase brand value.
Software, processes and materials at FORVIA HELLA are already standardised to a high degree. Nevertheless, quality deviations could not always be ruled out due to the different locations and the diversified product portfolio. The reasons for these deviations were to be determined and measures to improve quality subsequently developed. A data analytics platform was used as a central tool to analyse data from various production processes and identify patterns or causes of quality problems. This enabled FORVIA HELLA to take targeted measures to eliminate weak points and improve product quality. The project was an important part of the digitalisation strategy at FORVIA HELLA.
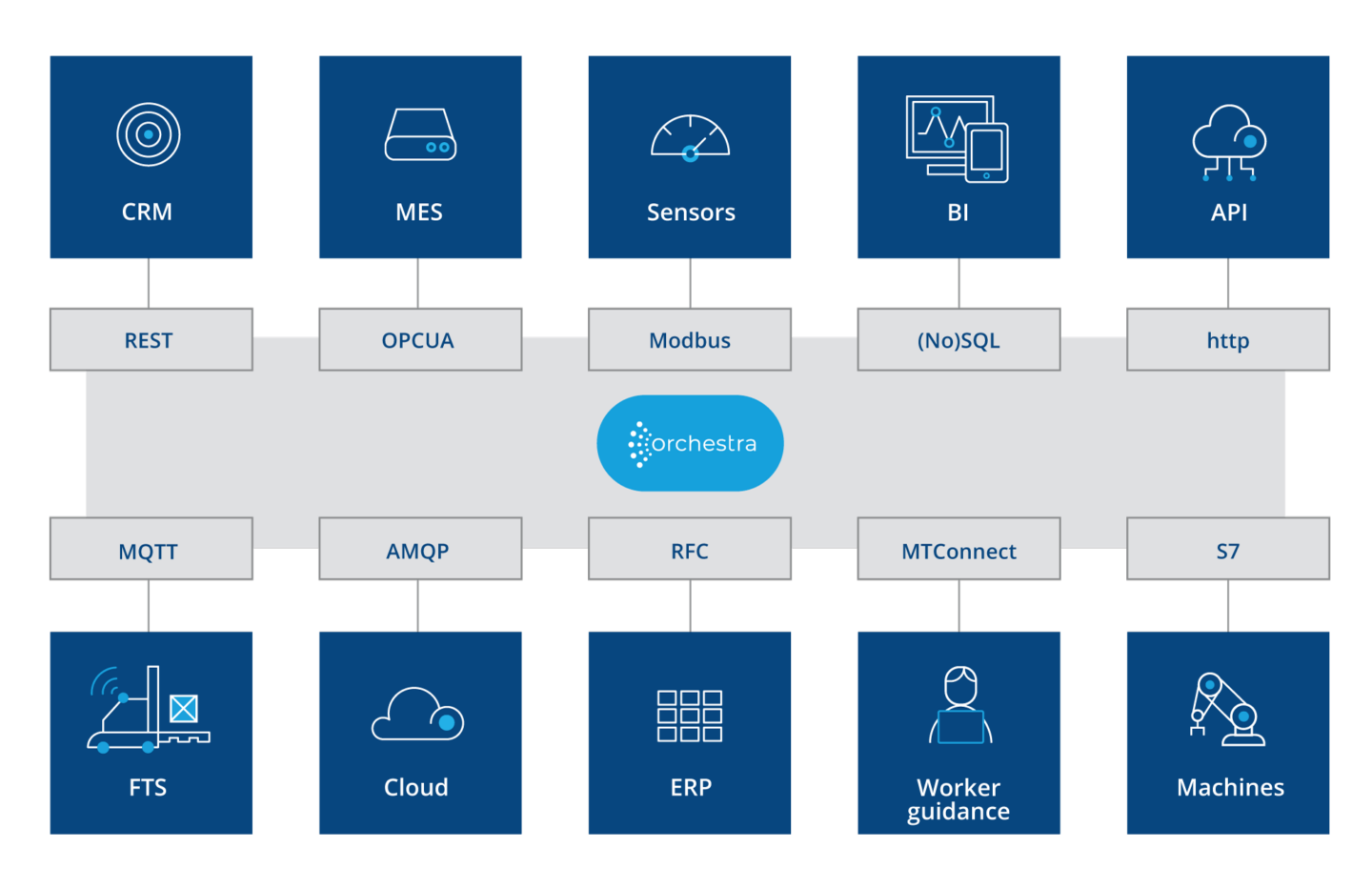
When evaluating a suitable solution, the focus was not just on finding software that would simply transfer the data to the data lake – rather, the company wanted a manufacturing service bus that was expandable in the long term and specifically adapted to the shop floor environment in order to integrate machines and systems in production. However, cloud and other systems from the enterprise software environment also needed to be connectable.
Why optimise manufacturing processes with Orchestra?
As part of digitalisation and the desired increase in quality in its own production, FORVIA HELLA wanted to use the existing data from the EMS and the test environments to further optimise products and production processes. The first step was to transfer the data to a data lake and then enable a data analytics platform.
Orchestra was quickly chosen as a versatile integration solution that would enable the company to maintain an overview of the growing number of systems and interfaces. Ultimately, the solution was also to be easily transferred to the company’s other plants.

Project challenges Quality improvement at FORVIA HELLA
The proof of concept (PoC) at the beginning of the project proved to be groundbreaking, as it not only helped FORVIA HELLA to concretise the requirements for the software, but also to develop a deeper understanding of the necessary nature and handling of the data. This realisation led to important conclusions for the subsequent pilot and the final installation. In this phase, it was necessary to find out how the data could be transferred to the data lake most effectively, which led to the decision to use raw data wherever possible.
It was precisely in this complex process that Orchestra proved to be extremely helpful and supportive due to its flexibility. The integration platform made it possible to import data in any format and output it again in various formats. This versatility allowed FORVIA HELLA to adapt and extend processes, scenarios and use cases at any time if they proved not to be fit for purpose. Orchestra played a decisive role in overcoming the challenges of handling data and enabled flexibility in data processing.
Implementation of Orchestra for
production optimisation: an example of success
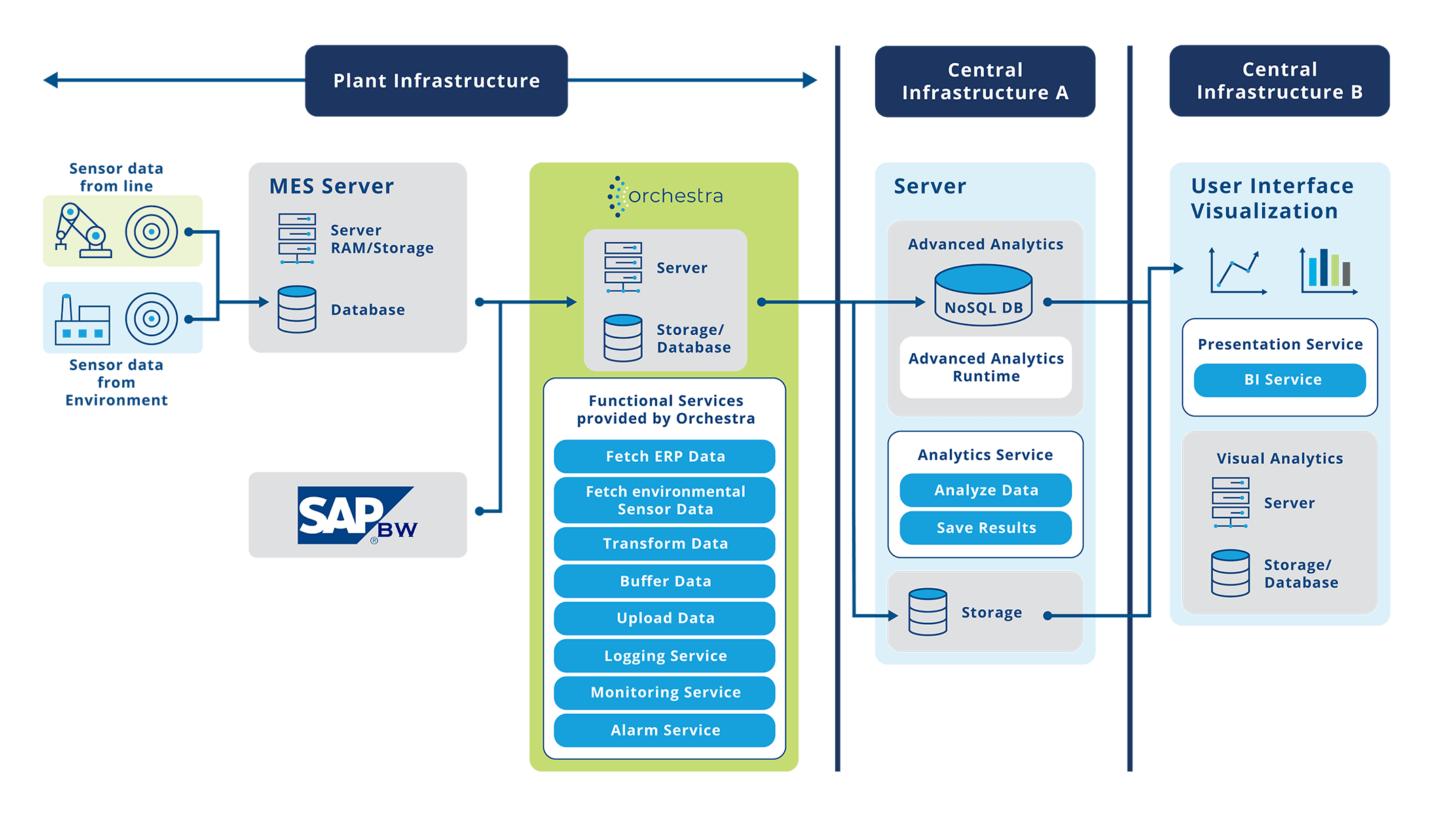
Using the knowledge gained from the PoC, all available raw production data was first loaded from the MES and entered into Orchestra. The data was then converted into the required data format and transferred to a data lake (ETL process). This data can now be analysed, compared and evaluated using the data analytics platform. The data includes information such as the batch or serial number, which oven profile was used or general process data and test results. In the event of faulty testing, dependencies and correlations can now be deduced from the data. If you realise that the data is not sufficient, Orchestra’s flexibility comes into play again. Additional data can be read out and implemented quickly and easily.
Now that the soffico solution has been successfully implemented in the pilot plants, it will be rolled out to all relevant plants in several waves. The order of the rollout is determined by the level of demand. The advantage of standardisation also comes into play here, as the scenarios from the pilot plants can be transferred one-to-one to the other plants. FORVIA HELLA is currently in the third wave of the rollout. A total of around 30 plants are to be equipped with the software solution and a data analysis platform.
Advantages of production optimisation:
increasing quality at FORVIA HELLA
By implementing Orchestra, FORVIA HELLA has achieved a number of significant benefits and results that have optimised production:
Orchestra’s flexibility in data processing makes it possible to efficiently process data in different formats. This speeds up analyses and contributes to faster decision-making.
As processes can be adapted at any time, it is possible to react quickly to changing requirements and future use cases and integrate new data formats with ease.
Thanks to the improved analysis and processing options, production processes can be optimised, while at the same time quality problems can be identified, bottlenecks eliminated and resources used more efficiently.
Orchestra enables the standardisation of data integration processes across different plants. This makes it easier to scale the solution to other plants and promotes company-wide efficiency.
Thanks to its flexibility, Orchestra is constantly opening up new application possibilities. The software changes the awareness of the workforce and broadens their horizons, as they are suddenly able to handle a wide variety of data, opening up ever more new possibilities.
The measures taken by FORVIA HELLA ultimately led not only to an increase in quality and production, but also to an increase in the efficiency of the company’s own production. In the next step, which is currently still under development, models are to be created in the data analytics platform, which can then be used to transfer feedback directly into the production processes.
Franziska Wenger
